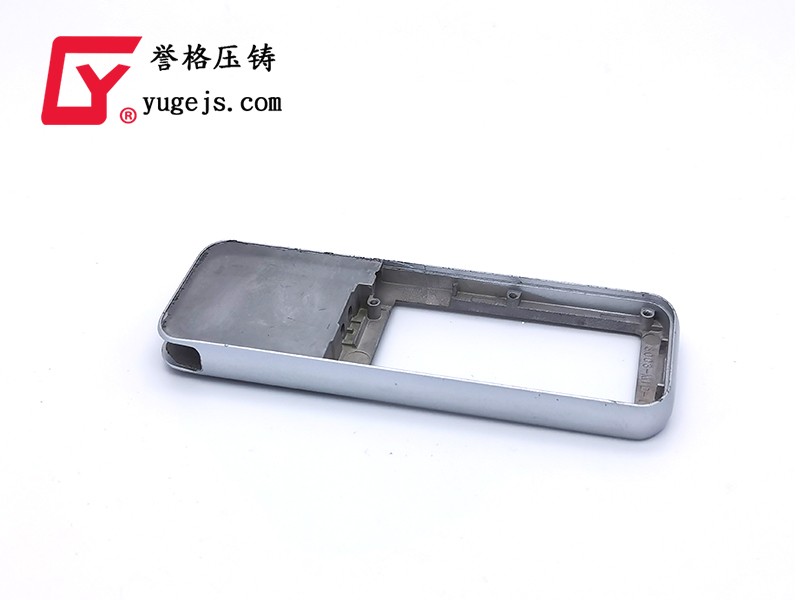

一、缺陷現象
鋁合金壓鑄件經試驗產生漏水、漏氣或滲水。干式壓力試驗機紅燈亮。
二、原因分析
1.增壓壓力不足。
2.澆注系統設計不好。
(1)遠離滲漏區,內部質量差;
(2)金屬流融合不良,產生冷隔;
(3)內澆口截面積小,增壓傳遞不到位,遠端形成氣孔或縮松;
3.鋁合金選擇不當,流動性差,不適合鋁合金壓鑄生產。
4.排氣不良,局部氣孔、縮松、冷隔等缺陷。
5.鋁合金壓鑄件設計不合理,壁厚不均勻或過厚,存在熱結、氣孔、松縮裂等嚴重影響氣密性的缺陷。
6.加工量大,破壞表面氧化致密層或使壁厚變薄,尤其是雙面加工部位。
7.合金熔煉溫度過高,保溫時間長,壓鑄時壁厚容易縮松縮裂。
8.涂料發氣量大,容易產生氣孔。
9.壓力檢查設備故障。
10.密封面損壞或不符合粗糙度要求。如加工面有劃痕、壓痕等。非加工密封槽因開裂而粗糙度差。
11.鋁合金壓鑄件變形導致密封面翹曲。
相應的措施。
1.遠端或壁厚壓不實。提高比壓;
2.可根據模擬填充或實際樣品調試分析判斷。合理完善澆注系統;
3.選擇好的合金。
4.分析鋁合金壓鑄件在燙模階段是否有卷氣。合金流融合不好。合理增加集渣包和排氣管。
5.用x光探傷找出熱結。如果熱結確實是泄漏點,可以與客戶工程師協商更改結構,減少壁厚。此外,熱解處的滲漏可采用二次擠壓壓鑄工藝解決;
6.盡量避免加工或使用盡可能小的加工余量;
7.X-光探傷檢查鋁合金壓鑄件的內部質量。適當降低熔煉溫度;
8.X-光探傷檢查鋁合金壓鑄件的內部質量。用發氣量小的涂料浸漬鋁合金壓鑄件;
9.采用合格的鋁合金壓鑄件鑒定壓力試驗設備。維修檢驗設備;
10.可通過壓制試驗找到。加強過程保護,及時維護壓鑄模具;
11.平面檢查可以發現。控制生產過程,保壓時間必須足夠。防止過程中的擠壓。

熱線電話
微信掃一掃